Saya masih ingat persis momen itu.
Seorang calon klien datang ke fasilitas produksi kami di Karawang. Dia menatap deretan mesin di lantai produksi dengan sorot mata yang campur aduk — antara kagum dan bingung. Lalu dia bertanya sesuatu yang ternyata sangat sering saya dengar dari para buyer dan project manager pertama kali:
“Pak Dhiraj, apa bedanya mesin yang kiri dengan yang kanan itu?”
Yang kiri: mesin CNC 3-axis. Yang kanan: CNC 5-axis.
Secara fisik, keduanya mungkin terlihat mirip. Tapi bagi saya — yang sudah bertahun-tahun mengoperasikan keduanya lewat PT Satya Abadi Raya — perbedaannya adalah jarak antara komponen yang cukup baik dan komponen yang tidak bisa dibuat dengan cara lain. Inilah yang akan kita bedah tuntas hari ini: perbedaan CNC 3 axis 5 axis secara nyata, bukan sekadar definisi dari buku teks.
Momentum ini makin relevan ketika Kementerian Perindustrian Indonesia menyatakan kesiapannya menampung gelombang relokasi pabrik dari China — sebuah sinyal bahwa permintaan terhadap komponen presisi buatan lokal akan melonjak tajam dalam waktu dekat. Investor asing yang masuk membawa standar toleransi ketat, geometri kompleks, dan material premium yang tidak bisa diproses sembarangan.
Dan saya berada tepat di tengah-tengah ekosistem itu.
Sebagai pengusaha yang juga aktif di dunia properti, logistik, hukum korporasi, dan desain interior industri, saya tahu betul: keputusan machining technology bukan sekadar soal teknis. Ini soal efisiensi investasi jangka panjang. Sebuah studi dalam Jurnal Wilayah dan Lingkungan Universitas Diponegoro menggarisbawahi pentingnya keputusan infrastruktur dan teknologi yang tepat dalam mendukung pertumbuhan kawasan industri secara berkelanjutan — dan pemilihan mesin adalah bagian dari ekosistem besar itu. Maka saya tulis ini bukan untuk mengesankan Anda dengan jargon teknik. Saya tulis ini agar Anda tidak salah pilih, dan tidak membuang modal di tempat yang keliru.
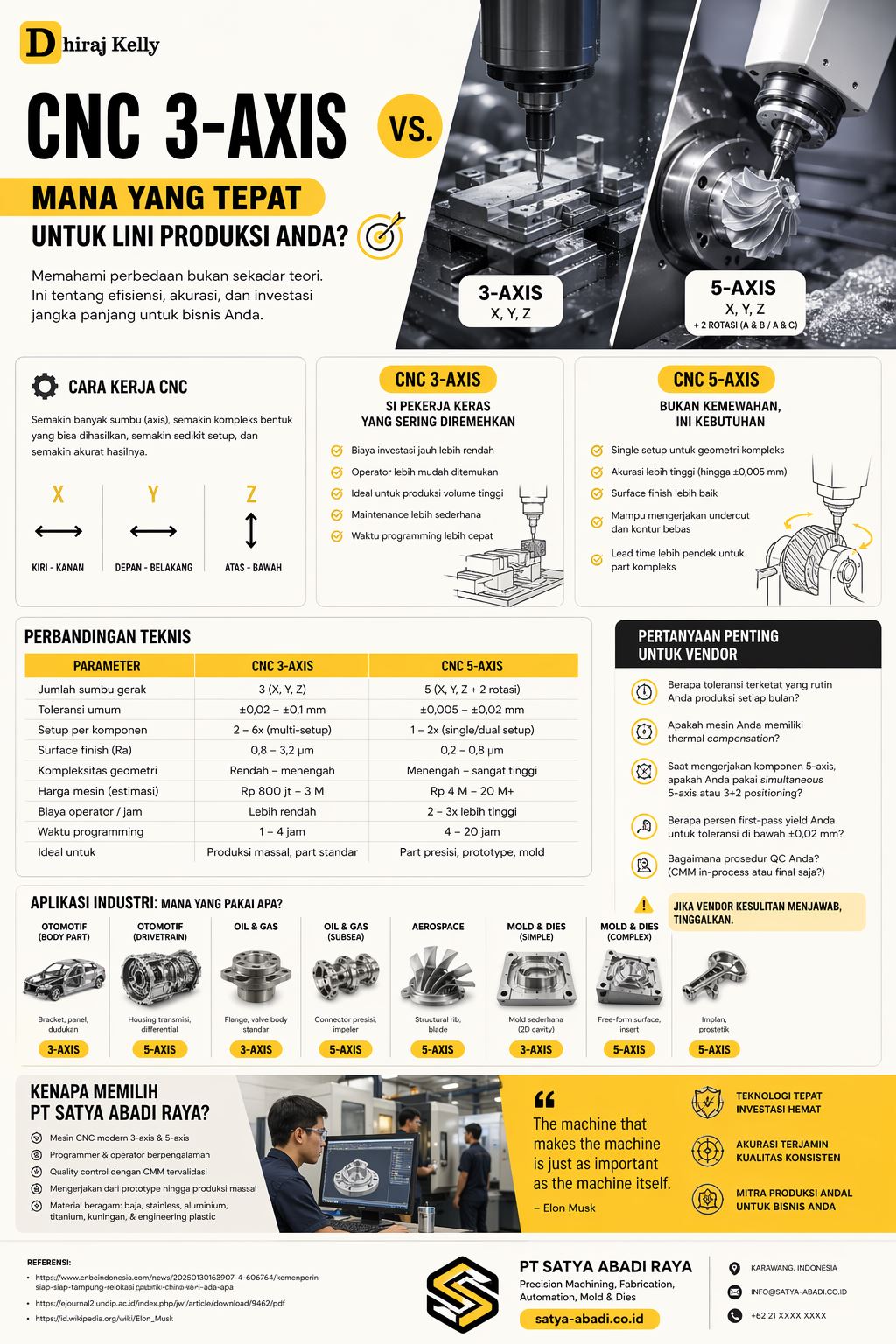
1. Cara Kerja CNC: Fondasi yang Harus Dipahami Dulu
Sebelum kita bicara soal perbedaan CNC 3 axis 5 axis, kita perlu menyamakan persepsi tentang apa itu “axis” dalam konteks machining.
Axis — atau sumbu — adalah arah gerak yang bisa dilakukan oleh mata pahat (cutting tool) atau benda kerja (workpiece) selama proses pemotongan berlangsung. Semakin banyak sumbu yang tersedia, semakin kompleks bentuk yang bisa dihasilkan, semakin sedikit setup yang dibutuhkan, dan semakin akurat hasilnya.
Semua mesin CNC modern bergerak dalam tiga sumbu linier dasar:
- X → kiri-kanan
- Y → depan-belakang
- Z → atas-bawah
Di sinilah CNC 3-axis bekerja. Sederhana. Efisien. Dan untuk jutaan aplikasi di dunia, itu sudah lebih dari cukup.
CNC 5-axis menambahkan dua sumbu rotasi tambahan — biasanya disebut A dan B, atau A dan C — yang memungkinkan pahat atau meja benda kerja berputar pada dua bidang berbeda. Kombinasi ini membuka kemampuan untuk memotong dari hampir semua sudut dalam satu siklus mesin.
2. CNC 3-Axis: Si Pekerja Keras yang Sering Diremehkan
Di PT Satya Abadi Raya, mesin-mesin 3-axis kami bekerja keras setiap hari — dan saya tidak pernah meremehkannya.
Mereka adalah tulang punggung produksi batch, komponen standar, dan pekerjaan dengan geometri yang bisa dijangkau dari satu sisi atau beberapa setup terpisah. Kuncinya ada di kata “setup” — dan ini yang sering tidak dipahami calon klien.
Keunggulan CNC 3-Axis yang Sesungguhnya
✅ Biaya investasi jauh lebih rendah — harga mesin 3-axis bisa 3–6× lebih murah dari 5-axis sekelas
✅ Operator lebih mudah ditemukan — kurva belajar lebih pendek, SDM tersedia lebih luas di pasar tenaga kerja Indonesia
✅ Ideal untuk produksi volume tinggi — komponen flat, prismatik, dan berlubang tegak lurus diproduksi sangat efisien
✅ Maintenance lebih sederhana — komponen lebih mudah diganti, downtime lebih singkat
✅ Waktu programming lebih cepat — CAM programming 3-axis jauh lebih mudah dan tersedia lebih banyak software terjangkau
Kapan 3-Axis Adalah Pilihan Tepat?
Gunakan CNC 3-axis ketika komponen Anda memiliki karakteristik berikut:
- Fitur-fitur dominan sejajar dengan sumbu X, Y, Z (pocket, slot, hole, contour 2D)
- Toleransi umum antara ±0,05 mm sampai ±0,1 mm
- Volume produksi medium hingga tinggi (50 pcs ke atas per batch)
- Material umum: baja karbon, aluminium, kuningan, plastik engineering
- Part tidak memerlukan undercut atau fitur yang tersembunyi di balik bidang lain
Komponen bracket, housing, flange, dudukan bearing, blok silinder sederhana — semuanya hidup di dunia 3-axis.
3. CNC 5-Axis: Bukan Kemewahan — Ini Kebutuhan
Saya sering mendengar manajer produksi berkata: “5-axis itu mahal, kami tidak perlu.”
Dan saya selalu bertanya balik: “Sudah berapa kali Anda re-setup benda kerja yang sama dalam satu shift?”
Karena itulah inti masalahnya.
Setiap kali Anda memindahkan dan memasang ulang (re-clamping) benda kerja ke mesin, Anda memperkenalkan risiko: datum shift — pergeseran referensi yang bahkan sekecil 0,02 mm bisa merusak toleransi keseluruhan komponen presisi. Untuk komponen aerospace, mold cavity, implan medis, atau housing transmisi — itu tidak bisa ditoleransi.
Keunggulan CNC 5-Axis yang Tidak Bisa Digantikan
✅ Single setup untuk geometri kompleks — memotong dari 5 sisi berbeda tanpa melepas benda kerja
✅ Akurasi lebih tinggi — eliminasi re-clamping error, toleransi bisa mencapai ±0,005 mm
✅ Surface finish lebih baik — sudut pahat yang optimal menghasilkan scallop height minimum
✅ Mampu mengerjakan undercut dan kontur bebas — geometry yang mustahil untuk 3-axis
✅ Lead time lebih pendek untuk part kompleks — meski per jam lebih mahal, total proses jauh lebih cepat
Kapan 5-Axis Adalah Satu-Satunya Jawaban?
Ini kondisi di mana tidak ada pilihan lain selain 5-axis:
- Komponen impeler/turbin dengan blade yang meliuk tiga dimensi
- Mold dan dies dengan parting surface kompleks dan core yang dalam
- Komponen titanium untuk industri oil & gas yang tidak bisa di-setup ulang karena distorsi material
- Housing transmisi dan differential untuk industri otomotif
- Komponen dengan toleransi < ±0,01 mm pada fitur yang tidak bisa dicapai dari satu arah
Di PT Satya Abadi Raya, lini 5-axis kami menangani tepat kategori-kategori ini — dan permintaannya terus naik seiring masuknya tier-1 supplier asing yang membawa spesifikasi dari standar DIN, JIS, dan ASME.
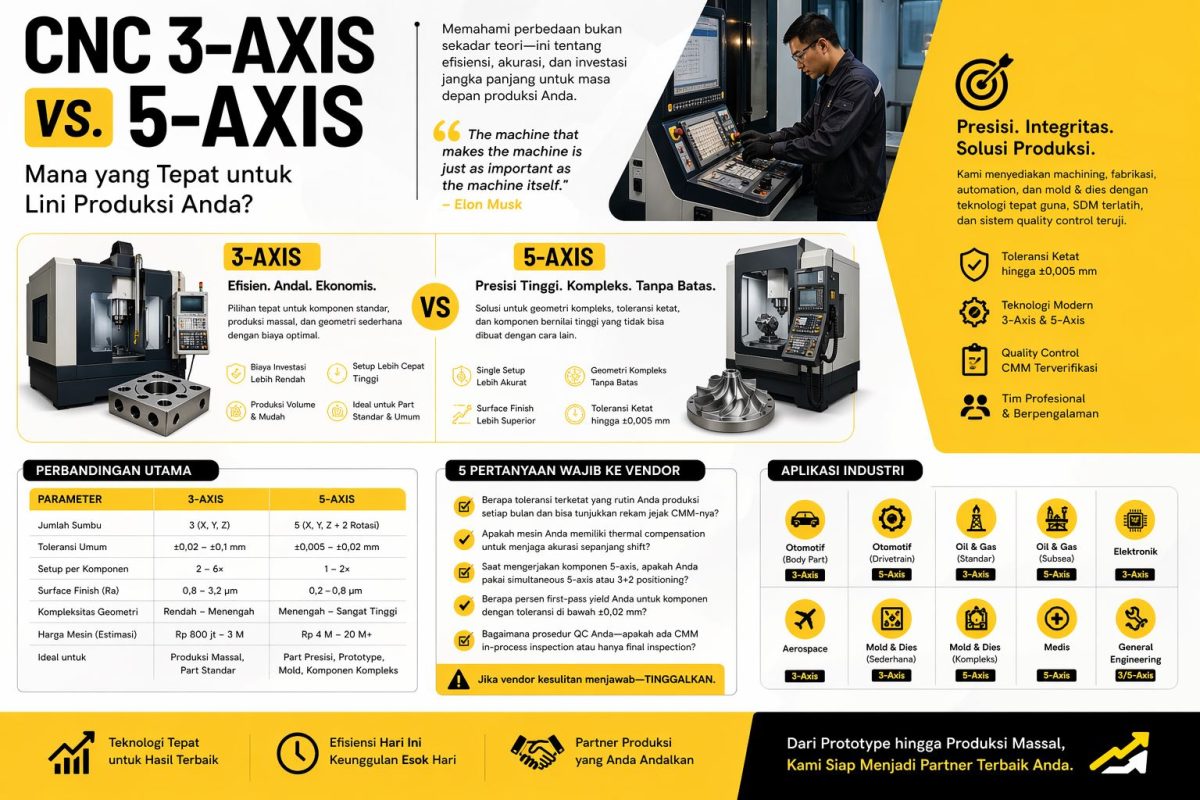
4. Perbandingan Head-to-Head: Data yang Berbicara
Cukup teori. Mari kita masuk ke angka nyata dari lantai produksi.
Tabel Perbandingan Teknis CNC 3-Axis vs. 5-Axis
| Parameter | CNC 3-Axis | CNC 5-Axis |
|---|---|---|
| Jumlah sumbu gerak | 3 (X, Y, Z) | 5 (X, Y, Z + 2 rotasi) |
| Toleransi umum | ±0,02 – ±0,1 mm | ±0,005 – ±0,02 mm |
| Setup per komponen | 2–6× (multi-setup) | 1–2× (single/dual setup) |
| Surface finish (Ra) | 0,8 – 3,2 µm | 0,2 – 0,8 µm |
| Kompleksitas geometri | Rendah–menengah | Menengah–sangat tinggi |
| Harga mesin (estimasi) | Rp 800 jt – 3 M | Rp 4 M – 20 M+ |
| Biaya operator/jam | Lebih rendah | 2–3× lebih tinggi |
| Waktu programming | 1–4 jam | 4–20 jam |
| Ideal untuk | Produksi massal, part standar | Part presisi, prototype, mold |
Data berdasarkan operasional PT Satya Abadi Raya, Karawang, 2022–2025.
Tabel Aplikasi Industri: Mana yang Pakai Apa?
| Industri | Komponen Tipikal | Rekomendasi |
|---|---|---|
| Otomotif (body part) | Bracket, panel, dudukan | 3-Axis |
| Otomotif (drivetrain) | Housing transmisi, diff | 5-Axis |
| Oil & Gas | Flange, valve body standar | 3-Axis |
| Oil & Gas (subsea) | Connector presisi, impeler | 5-Axis |
| Elektronik | Heat sink, enclosure | 3-Axis |
| Aerospace | Structural rib, blade | 5-Axis |
| Mold & Dies | Mold sederhana (2D cavity) | 3-Axis |
| Mold & Dies | Free-form surface, insert | 5-Axis |
| Medis | Implan, prostetik | 5-Axis |
5. Pertanyaan yang Sebenarnya Harus Anda Tanyakan ke Vendor
Sampai di sini, mungkin Anda sudah mulai melihat bahwa perbedaan CNC 3 axis 5 axis bukan hanya soal jumlah sumbu. Ini tentang fit antara kapabilitas mesin dengan kebutuhan nyata produksi Anda.
Dan sayangnya, banyak vendor machining tidak akan jujur memberitahu Anda kapan mereka tidak mampu mengerjakan suatu komponen — mereka akan mencoba dengan mesin yang ada, lalu hasilnya tidak sesuai, lalu Anda yang rugi waktu dan uang.
Maka sebelum menyerahkan gambar teknik ke vendor manapun, tanyakan ini:
→ “Berapa toleransi terketat yang rutin Anda produksi setiap bulan — dan bisa tunjukkan rekam jejak CMM-nya?”
→ “Apakah mesin Anda memiliki thermal compensation untuk menjaga akurasi sepanjang shift?”
→ “Saat mengerjakan komponen 5-axis, apakah Anda pakai simultaneous 5-axis atau 3+2 positioning?” (Ini perbedaan yang sangat signifikan — jawaban “3+2” tidak selalu buruk, tapi tergantung aplikasinya.)
→ “Berapa persen first-pass yield Anda untuk komponen dengan toleransi di bawah ±0,02 mm?”
→ “Bagaimana prosedur QC Anda — apakah ada CMM in-process inspection atau hanya final inspection?”
Jika vendor kesulitan menjawab pertanyaan kelima — tinggalkan.
FAQ: Hal-Hal yang Sering Ditanyakan Klien Kami
Apakah 5-axis selalu lebih baik dari 3-axis? Tidak. Lebih banyak sumbu bukan berarti lebih baik untuk semua kasus. Untuk komponen sederhana dengan volume tinggi, 3-axis jauh lebih efisien secara biaya dan waktu. 5-axis baru menjadi keunggulan ketika geometri atau toleransi komponen memang memerlukannya.
Apa itu “3+2 machining” dan apakah itu sama dengan 5-axis sejati? 3+2 machining adalah teknik di mana dua sumbu rotasi dipakai untuk memposisikan benda kerja pada sudut tertentu, lalu pemotongan dilakukan dengan 3 sumbu linier biasa. Ini berbeda dari simultaneous 5-axis di mana semua 5 sumbu bergerak bersamaan. Keduanya valid — tapi simultaneous 5-axis lebih cocok untuk blade, impeler, dan kontur bebas 3D.
Berapa minimum order untuk machining komponen di PT Satya Abadi Raya? Kami melayani dari prototype single piece hingga produksi massal ribuan unit. Tidak ada minimum order — tapi harga per unit tentu berbeda antara prototype dan batch produksi.
Material apa saja yang bisa dikerjakan? Baja karbon (mild steel, medium carbon, tool steel), stainless steel (304, 316, 17-4PH), aluminium (6061, 7075), titanium Grade 5, kuningan, tembaga, dan berbagai engineering plastic (Delrin, UHMWPE, Nylon).
Berapa lama lead time untuk komponen presisi 5-axis? Tergantung kompleksitas dan antrean produksi. Untuk prototype: 5–14 hari kerja. Untuk batch produksi: 3–6 minggu setelah approval gambar dan material.
Pilih Mesin Bukan Berdasarkan Hype, tapi Berdasarkan Kebutuhan Nyata
Pada akhirnya, saya ingin menutup tulisan ini dengan satu prinsip yang selalu saya pegang — baik di lantai produksi PT Satya Abadi Raya maupun di ruang meeting klien manufaktur manapun:
Jangan beli teknologi yang terlihat keren. Beli teknologi yang menyelesaikan masalah Anda.
Elon Musk — yang membangun fasilitas manufaktur paling ambisius di era modern lewat Tesla Gigafactory — pernah berkata tentang prinsip produksinya:
“The machine that makes the machine is just as important as the machine itself.”
Dan dia benar.
Mesin CNC 5-axis terbaik di dunia pun tidak akan menghasilkan komponen presisi jika tidak ditopang oleh programming yang tepat, tooling yang benar, fixture yang solid, dan operator yang terlatih. Ini bukan soal mesin mana yang lebih canggih — ini soal ekosistem produksi yang terintegrasi.
Demikianlah inti dari apa yang kami bangun di PT Satya Abadi Raya: bukan sekadar menyediakan mesin mahal, tapi membangun sistem produksi yang bisa diandalkan — dari programming, fixturing, machining, hingga quality control dengan alat CMM yang tervalidasi.
Kalau Anda sedang mengevaluasi vendor machining untuk komponen industri — entah itu untuk mold, komponen otomotif, oil & gas, atau general engineering — perbedaan CNC 3 axis 5 axis hanya satu dari banyak variabel yang harus Anda pahami sebelum mengambil keputusan. Dan saya senang mendiskusikannya lebih lanjut, secara langsung.
Karena di sinilah pengalaman 12 tahun di industri ini menjadi milik Anda juga.