
“Langkah pertama yang salah membuat seluruh perjalanan menjadi salah.”
— Sun Tzu, The Art of War
Pernah lihat pabrik yang karyawannya bolak-balik 500 meter hanya untuk ambil satu tool?
Atau gudang yang materialnya numpuk di depan pintu darurat?
Atau line produksi yang berhenti 10 menit setiap jam karena operator harus mencari supervisor yang entah di mana?
Saya sudah.
Bukan sebagai konsultan. Sebagai orang yang disuruh perbaiki.
Dua tahun lalu, seorang klien di Karawang minta saya datang ke pabriknya. Keluhan dia simpel: target produksi tidak pernah tercapai. Mesin baru. SDM cukup. Bahan baku melimpah.
Tapi kenapa?
Setelah berjalan keliling pabrik selama 30 menit, saya bilang: “Pak, masalahnya bukan di mesin atau orang. Masalahnya di layout.”
Gelombang relokasi industri China ke Indonesia sedang terjadi. Pabrik-pabrik baru berdatangan. Tapi sayangnya, banyak yang hanya copy-paste desain dari pabrik mereka di luar negeri. Tanpa adaptasi. Tanpa memahami alur kerja karyawan Indonesia. Tanpa memikirkan efisiensi gerak.
Padahal, sebuah penelitian dari Jurnal KR UNISSULA membuktikan bahwa intervensi pada tata letak fasilitas produksi mampu meningkatkan efisiensi secara signifikan. Bukan teori. Ini hasil riset lapangan di industri manufaktur Indonesia.
Lalu kenapa saya yang jualan jasa kontraktor EPC dan desain interior melalui IDE RUANG peduli soal tata letak pabrik?
Karena 70% proyek pabrik yang saya kerjakan di PT Sarana Abadi Raya, masalah terbesarnya bukan di struktur bangunan. Bukan di material. Bukan di izin.
Masalahnya ada di dalam: layout yang kacau.
Dan sebagai pengusaha yang juga punya perusahaan desain interior, saya tahu persis: ruang yang dirancang dengan mempertimbangkan manusia yang bergerak di dalamnya akan selalu mengalahkan ruang yang dirancang asal-asalan. Maka topik desain tata letak pabrik bukan sekadar urusan teknik industri. Ini urusan psikologi ruang, efisiensi gerak, dan pada akhirnya: produktivitas dan profit.
Saya akan tunjukkan buktinya dari proyek nyata. Bukan dari buku.
1. Studi Kasus: Pabrik Komponen Otomotif di Karawang
Klien saya sebut saja PT X (namanya saya samarkan karena NDA).
Mereka produksi komponen plastik untuk mobil. 250 karyawan. 3 shift.
Sebelum saya terlibat, mereka sudah punya pabrik. Sudah beroperasi 4 tahun.
Tapi produktivitas stagnan. Bahkan cenderung turun.
Data awal yang saya terima:
- Target produksi per shift: 1.200 unit
- Realisasi rata-rata: 890 unit
- Efisiensi: 74%
Manajemen menyalahkan karyawan malas. Supervisor menyalahkan mesin sering rusak. Karyawan diam saja.
Saya minta izin untuk duduk di lantai produksi selama 3 hari. Bukan di ruang rapat. Di lantai. Pakai sepatu safety. Ikut briefing shift pagi.
Apa yang saya temukan?
Bukan karyawan malas. Bukan mesin rusak.
Ini daftar masalah aktualnya:
- Pergerakan material tidak logis — bahan baku diturunkan di ujung barat, harus dibawa ke timur untuk diproses, lalu hasil setengah jadi ke selatan, lalu ke utara lagi untuk finishing. Total jarak tempuh material per unit: 340 meter.
- Tool dan alat bantu tidak terstandarisasi — setiap operator punya cara simpan alat sendiri. Ada yang di laci, ada yang di belakang mesin, ada yang dibawa pulang. Waktu mencari tool rata-rata 8–12 menit per jam.
- Posisi supervisor di kantor — ruang supervisor terpisah dari lantai produksi. Setiap ada masalah, operator harus jalan 50 meter ke kantor, ketuk pintu, tunggu supervisor selesai ngopi. Waktu respon rata-rata 15 menit.
- Material Handling Equipment (MHE) tidak cukup — hanya 2 hand pallet untuk 12 titik kerja. Akibatnya, operator menganggur sambil menunggu hand pallet kosong.
Biaya dari inefisiensi ini? Saya hitung kasar: sekitar Rp 450 juta per tahun dari waktu tunggu dan gerakan tidak perlu. Belum termasuk kelelahan karyawan yang menyebabkan kesalahan produksi dan reject.
2. Sebelum vs Sesudah: Apa yang Berubah dalam 6 Bulan?
Saya tidak langsung bilang “ubah layout”. Saya ajak tim engineering dari IDE RUANG dan PT Sarana Abadi Raya untuk membuat 3 alternatif desain tata letak pabrik.
Kami presentasikan ke manajemen. Mereka pilih satu. Eksekusi dilakukan bertahap selama 6 bulan — tanpa menghentikan produksi.
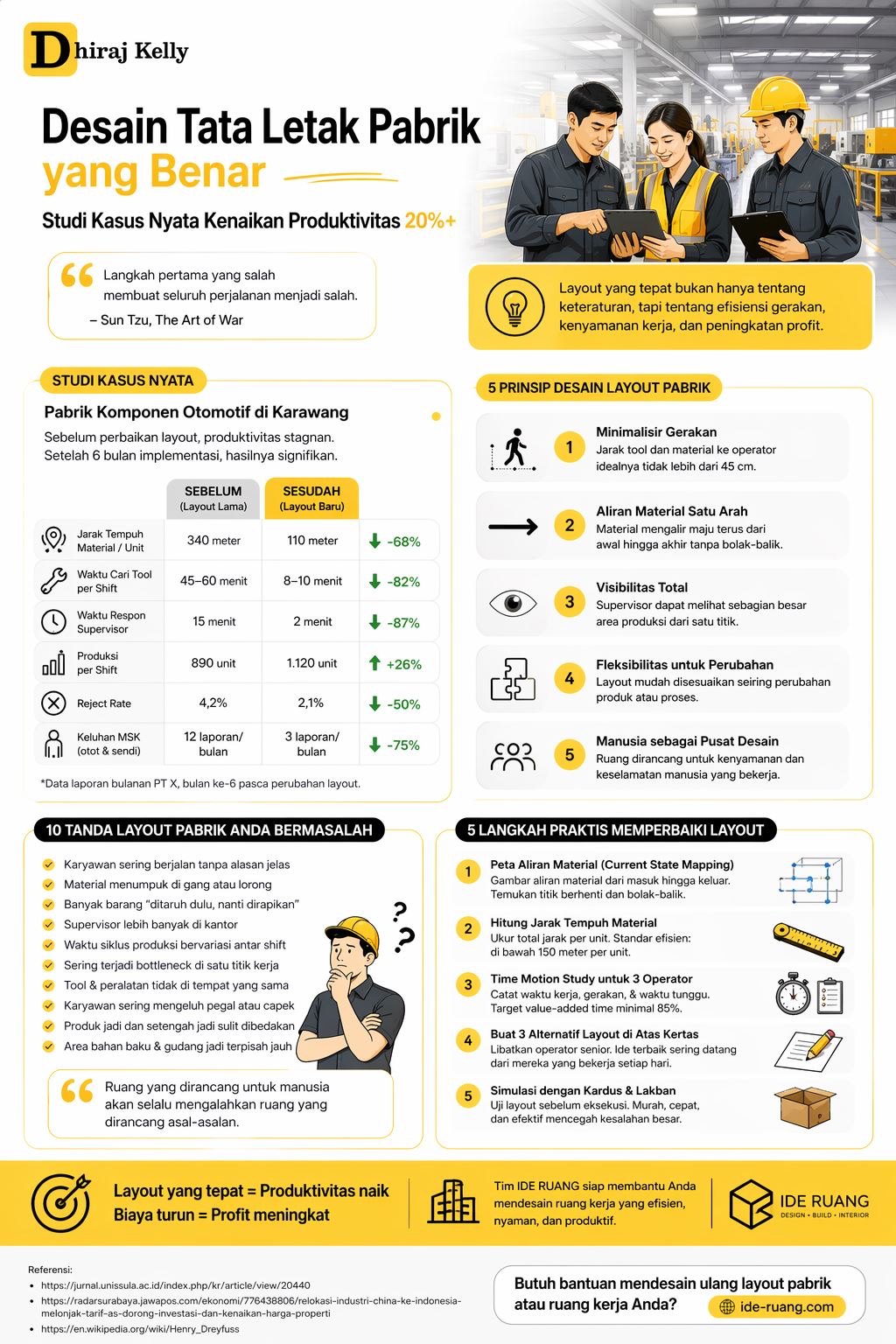
Tabel Perbandingan: Sebelum dan Sesudah
| Parameter | Sebelum (Layout Lama) | Sesudah (Layout Baru) | Perubahan |
|---|---|---|---|
| Jarak tempuh material per unit | 340 meter | 110 meter | -68% |
| Waktu cari tool per shift | 45–60 menit | 8–10 menit | -82% |
| Waktu respon supervisor | 15 menit | 2 menit | -87% |
| Produksi per shift | 890 unit | 1.120 unit | +26% |
| Reject rate | 4,2% | 2,1% | -50% |
| Keluhan MSK (otot & sendiri) | 12 laporan/bulan | 3 laporan/bulan | -75% |
Data laporan bulanan PT X, bulan ke-6 pasca perubahan layout.
Apa yang Sebenarnya Kami Ubah?
1. Aliran material berbasis U-Shape Cell
Kami ubah dari layout linier (panjang) menjadi sel berbentuk U. Material masuk di satu ujung, proses berurutan mengelilingi sel, produk jadi keluar di dekat pintu pengiriman.
Efek: jarak tempuh material turun drastis. Operator bisa saling membantu karena posisi berdekatan.
2. Shadow board dan 5S untuk tool
Setiap tool punya tempat spesifik yang diberi outline (shadow board). Tidak bisa salah taruh. Kalau kosong, langsung ketahuan.
Kami juga terapkan 5S (Seiri, Seiton, Seiso, Seiketsu, Shitsuke) — tapi versi ringkas dan praktis, bukan versi teori yang bikin pusing.
3. Supervisor booth di tengah lantai produksi
Kami bangun meja kecil transparan di tengah sel produksi. Supervisor pindah dari kantor ke booth ini. Sekarang dia bisa melihat 8 titik kerja sekaligus tanpa beranjak.
Waktu respon turun drastis. Dan yang menarik: supervisor jadi lebih betah karena dia merasa “bagian dari tim”, bukan atasan yang duduk di menara gading.
4. Penambahan 4 hand pallet dan 1 electric stacker
Investasi alat angkut ini Rp 85 juta. Tapi dalam 3 bulan, penghematan dari waktu tunggu sudah balik modal.
3. Mengapa Desain Tata Letak Pabrik Mempengaruhi Produktivitas?
Ini bukan sekadar “biar rapi”.
Ini soal biaya tersembunyi dari gerakan yang tidak perlu.
Setiap kali seorang karyawan berjalan untuk mengambil sesuatu, itu adalah uang yang keluar tanpa menghasilkan nilai tambah.
Setiap kali material bolak-balik karena layout yang kacau, itu adalah pemborosan.
Setiap kali supervisor tidak bisa melihat masalah karena terhalang dinding, itu adalah potensi kerugian yang terus berulang setiap hari.
Lima Prinsip Desain Tata Letak Pabrik yang Saya Gunakan
Dari proyek PT X dan puluhan proyek lain yang saya tangani (baik melalui PT Sarana Abadi Raya maupun IDE RUANG), ini lima prinsip yang tidak pernah gagal:
1. Minimalisir gerakan
Setiap barang dan tool harus berada di tempat yang paling sering digunakan. Jarak antara tool dan tangan operator idealnya tidak lebih dari 45 cm.
2. Aliran material satu arah
Material tidak boleh bolak-balik. Dari masuk hingga keluar, idealnya bergerak maju terus. Kalau harus mundur, layout Anda salah.
3. Visibilitas total
Supervisor atau manajer harus bisa melihat sebagian besar lantai produksi dari satu titik. Dinding pembatas adalah musuh efisiensi.
4. Fleksibilitas untuk perubahan
Pabrik yang baik adalah pabrik yang bisa diubah layout-nya dengan biaya minimal. Gunakan partisi movable dan utilitas yang mudah dialihkan.
5. Manusia sebagai pusat desain
Jangan desain layout berdasarkan “enaknya mesin” atau “enaknya aliran material”. Desain berdasarkan karyawan yang akan bekerja di sana 8 jam sehari, 6 hari seminggu. Kalau mereka nyaman, produktivitas akan naik dengan sendirinya.
4. Tanda-Tanda Layout Pabrik Anda Bermasalah
Sebelum Anda panggil konsultan, cek dulu. Apakah pabrik Anda menunjukkan gejala-gejala ini?
Checklist: 10 Tanda Layout Pabrik Anda Perlu Diubah
- [ ] Karyawan sering terlihat berjalan cepat tanpa alasan yang jelas
- [ ] Material menumpuk di gang atau lorong
- [ ] Banyak barang yang “ditaruh dulu nanti dirapikan” tapi tidak pernah dirapikan
- [ ] Supervisor lebih banyak di kantor daripada di lantai produksi
- [ ] Waktu siklus produksi bervariasi besar antara shift pagi dan shift malam
- [ ] Sering terjadi bottleneck di satu stasiun kerja sementara stasiun lain nganggur
- [ ] Tool dan peralatan tidak pernah berada di tempat yang sama
- [ ] Karyawan mengeluh pegal-pegal atau capek berlebihan
- [ ] Produk jadi dan barang setengah jadi sulit dibedakan
- [ ] Area penyimpanan bahan baku dan gudang barang jadi terpisah jauh
Jika Anda menjawab “ya” untuk 4 dari 10 poin di atas, layout Anda bermasalah.
Jika 6 dari 10, Anda kehilangan uang setiap hari tanpa sadar.
Jika 8 dari 10, segera hentikan produksi dan benahi layout — biaya berhenti lebih murah daripada biaya inefisiensi terus-menerus.
5. Langkah Praktis Memperbaiki Desain Tata Letak Pabrik
Anda tidak perlu proyek besar atau anggaran miliaran untuk memulai.
Ini langkah yang saya lakukan bersama tim IDE RUANG dan PT Sarana Abadi Raya untuk klien dengan budget terbatas sekalipun.
Step 1: Peta Aliran Material (Current State Mapping)
Duduklah di lantai produksi. Gambar sketsa sederhana. Tandai dari mana material masuk, ke mana dia pergi, di mana dia berhenti, berapa lama dia diam di setiap titik.
Gunakan kertas plano dan spidol. Tidak perlu software mahal.
Apa yang Anda cari: Titik-titik di mana material berhenti terlalu lama atau bolak-balik tidak perlu.
Step 2: Hitung Jarak Tempuh Material
Ambil 1 unit produk. Ikuti dari awal hingga akhir. Hitung total jarak tempuh material dalam meter.
Standar dunia: Jarak tempuh material yang efisien untuk pabrik skala menengah adalah di bawah 150 meter per unit. Di atas itu, Anda membuang uang.
Step 3: Time Motion Study untuk 3 Operator
Pilih 3 operator dengan kinerja rata-rata (bukan terbaik, bukan terburuk). Hentak mereka selama 1 jam. Catat:
- Waktu yang dihabiskan untuk pekerjaan yang menghasilkan nilai (value-added time)
- Waktu yang dihabiskan untuk gerakan tidak perlu (moving, waiting, searching)
Target: Value-added time minimal 85% dari total waktu kerja. Jika di bawah itu, layout Anda salah.
Step 4: Buat 3 Alternatif Layout di Atas Kertas
Libatkan operator senior dalam proses ini. Mereka tahu masalahnya lebih baik dari engineer mana pun.
Gambar 3 alternatif layout di kertas plano. Tidak perlu rapi. Yang penting semua ide tertuang.
Step 5: Simulasi Sederhana dengan Kardus dan Lakban
Sebelum memindahkan mesin yang berat, buat simulasi. Gunakan kardus untuk mewakili mesin dan rak. Susun di lantai kosong. Jalankan simulasi dengan karyawan.
Ini murah. Cepat. Dan sangat efektif untuk menemukan masalah sebelum terjadi.
6. Ide Ruang: Ketika Desain Interior Bertemu Efisiensi Industri
Mungkin Anda bertanya: “Pak Dhiraj, ini kan bahas pabrik. Kenapa link-nya ke IDE RUANG?”
Jawabannya: karena desain tata letak pabrik pada dasarnya adalah desain interior — dalam skala industri.
Prinsip yang saya gunakan untuk mendesain kantor, showroom, atau rumah mewah di IDE RUANG adalah prinsip yang sama untuk mendesain pabrik:
“Ruang harus melayani manusia yang bergerak di dalamnya, bukan sebaliknya.”
Di IDE RUANG, tim saya tidak hanya mendesain yang cantik. Kami mendesain yang fungsional dan efisien.
Dan pengalaman itu — dari desain interior residensial dan komersial — justru memberikan perspektif berbeda ketika saya diminta menata ulang pabrik.
Arsitek pabrik tradisional sering terlalu fokus pada struktur dan utilitas. Mereka lupa bahwa di dalam pabrik itu ada manusia dengan kaki yang lelah, tangan yang pegal, dan mata yang butuh istirahat.
Tim IDE RUANG mengingatkan saya terus: “Desain untuk manusia dulu, baru mesin.”
FAQ: Pertanyaan yang Sering Saya Terima Soal Layout Pabrik
Apakah layout pabrik yang baik selalu mahal?
Tidak. Proyek PT X hanya menghabiskan Rp 180 juta untuk perubahan layout (termasuk pembongkaran partisi lama, pembuatan booth supervisor, dan shadow board). Bandingkan dengan kerugian Rp 450 juta per tahun dari inefisiensi sebelumnya. ROI-nya kurang dari 5 bulan.
Berapa lama waktu yang dibutuhkan untuk mengubah layout pabrik tanpa menghentikan produksi?
Untuk pabrik skala menengah (200–500 karyawan), 4–6 bulan cukup. Kuncinya adalah perubahan bertahap. Pindahkan satu sel produksi per minggu. Jangan tutup pabrik total.
Apakah semua pabrik perlu layout berbentuk U-Shape?
Tidak. U-Shape cocok untuk produksi dengan aliran material yang berurutan dan volume tinggi. Untuk pabrik dengan banyak varian produk atau proses batch, layout lain mungkin lebih cocok. Tidak ada satu solusi untuk semua.
Siapa yang sebaiknya terlibat dalam proyek perubahan layout?
Operator senior, supervisor lini, tim engineering, tim HSE, dan konsultan desain interior/industri. Jangan libatkan manajemen puncak di awal — mereka akan terlalu fokus pada biaya dan lupa pada fungsi.
Bagaimana jika karyawan menolak perubahan layout?
Libatkan mereka sejak awal. Tunjukkan data: berapa banyak waktu yang terbuang karena layout lama. Minta saran mereka. Beri kredit untuk ide-ide yang diadopsi. Karyawan yang merasa didengar akan menjadi agen perubahan terbaik Anda.
Desain Bukan Tentang Estetika. Ini Tentang Manusia.
Sebagai penutup, saya ingin cerita satu hal lagi.
Proyek PT X selesai 6 bulan setelah perubahan layout pertama.
Pada bulan ke-7, saya datang untuk evaluasi.
Saya bertemu dengan Mbak Yuli, operator mesin injection yang sudah 8 tahun bekerja di pabrik itu.
Saya tanya: “Mbak, setelah layout diubah, enakan sekarang atau dulu?”
Dia tersenyum. “Enakan sekarang, Pak. Dulu setiap ambil tool saya harus jalan hampir 100 meter bolak-balik. Sekarang toolnya di samping mesin. Kaki saya tidak sakit lagi. Pulang kerja masih bisa masak untuk anak.”
Saat itu saya sadar: desain tata letak pabrik bukan hanya soal angka produktivitas.
Ini soal manusia yang bisa pulang dengan energi tersisa untuk keluarganya.
Ini soal ibu-ibu yang kakinya tidak sakit karena tidak perlu jalan 10 kilometer setiap hari di dalam pabrik.
Ini soal supervisor yang bisa melihat masalah lebih cepat dan mencegah kecelakaan kerja.
Demikianlah, seperti yang pernah dikatakan oleh Henry Dreyfuss, desainer industri legendaris yang merancang telepon dan kereta api modern:
“When the point of contact between the product and the people becomes a point of friction, then the designer has failed.”
Jika titik kontak antara ruang dan manusia menjadi titik gesekan, maka sang desainer telah gagal.
Di pabrik Anda, apakah ruangnya membantu atau menghambat manusia yang bekerja di dalamnya?
Pada akhirnya, saya ingin mengajak Anda melihat pabrik Anda dengan mata yang berbeda.
Bukan sebagai kumpulan mesin dan rak.
Tapi sebagai ruang hidup di mana manusia menghabiskan sepertiga dari hari mereka.
Jika ruang itu membuat mereka lelah, frustrasi, dan sakit — maka tidak peduli secanggih apa pun mesin Anda, pabrik Anda tidak akan pernah mencapai potensi sesungguhnya.
Mulailah dengan perubahan kecil.
Pindahkan satu rak. Buat satu shadow board. Buka satu dinding pembatas.
Dan lihat apa yang terjadi.
Anda mungkin terkejut.
Salam dari Karawang,
Dr. Dhiraj Kelly Sawlani
Direktur, PT Sarana Abadi Raya | Pendiri, IDE RUANG
Butuh bantuan mendesain ulang layout pabrik atau ruang kerja Anda? Tim IDE RUANG siap membantu →