Saya pernah menolak pesanan.
Bukan karena kapasitas produksi penuh. Bukan karena harga tidak cocok. Tapi karena gambar teknik yang dikirimkan klien — seorang pemilik pabrik komponen otomotif di Bekasi — tidak mencantumkan satu pun notasi toleransi yang benar. Kosong. Bersih. Seolah-olah dimensi 47,00 mm itu cukup berbicara sendiri.
Saya telepon beliau langsung. “Pak, ini produk Anda mau fit dengan komponen apa? Clearance-nya berapa? Finishing-nya Ra berapa?” Hening. Lalu: “Ya pokoknya sama persis dengan gambar, Pak Dhiraj.”
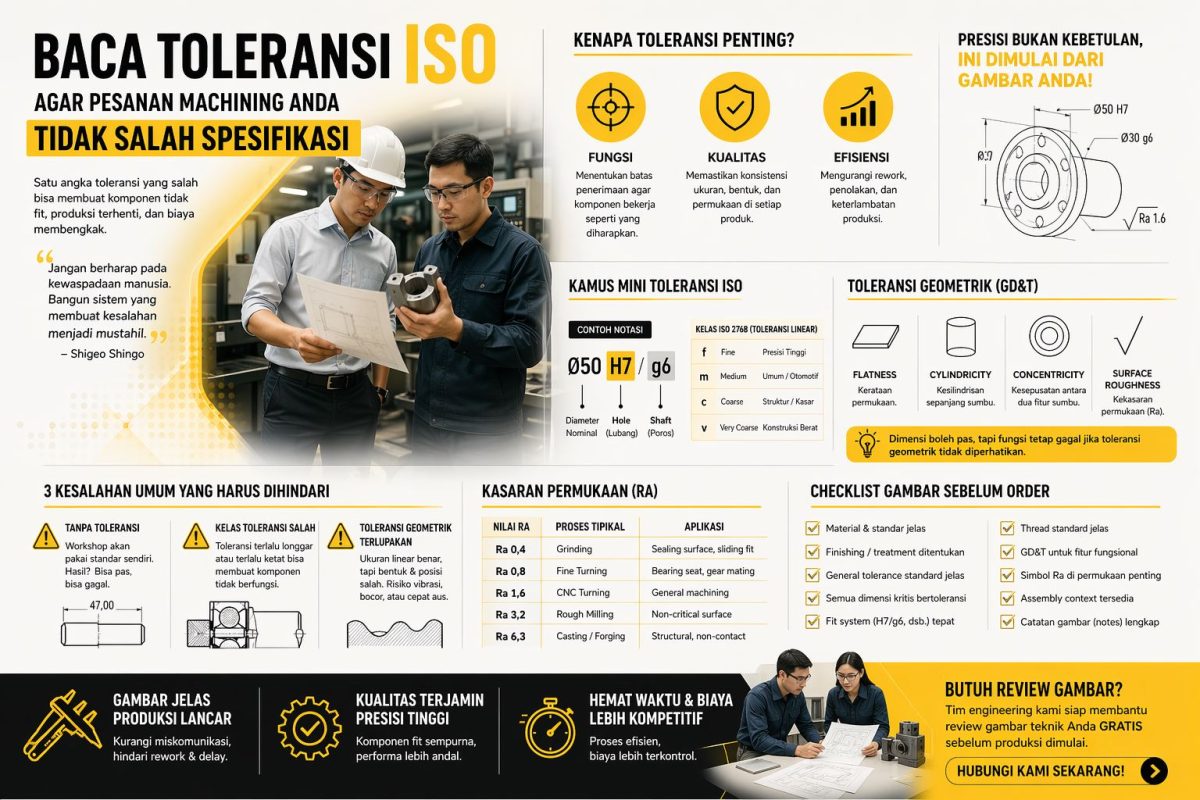
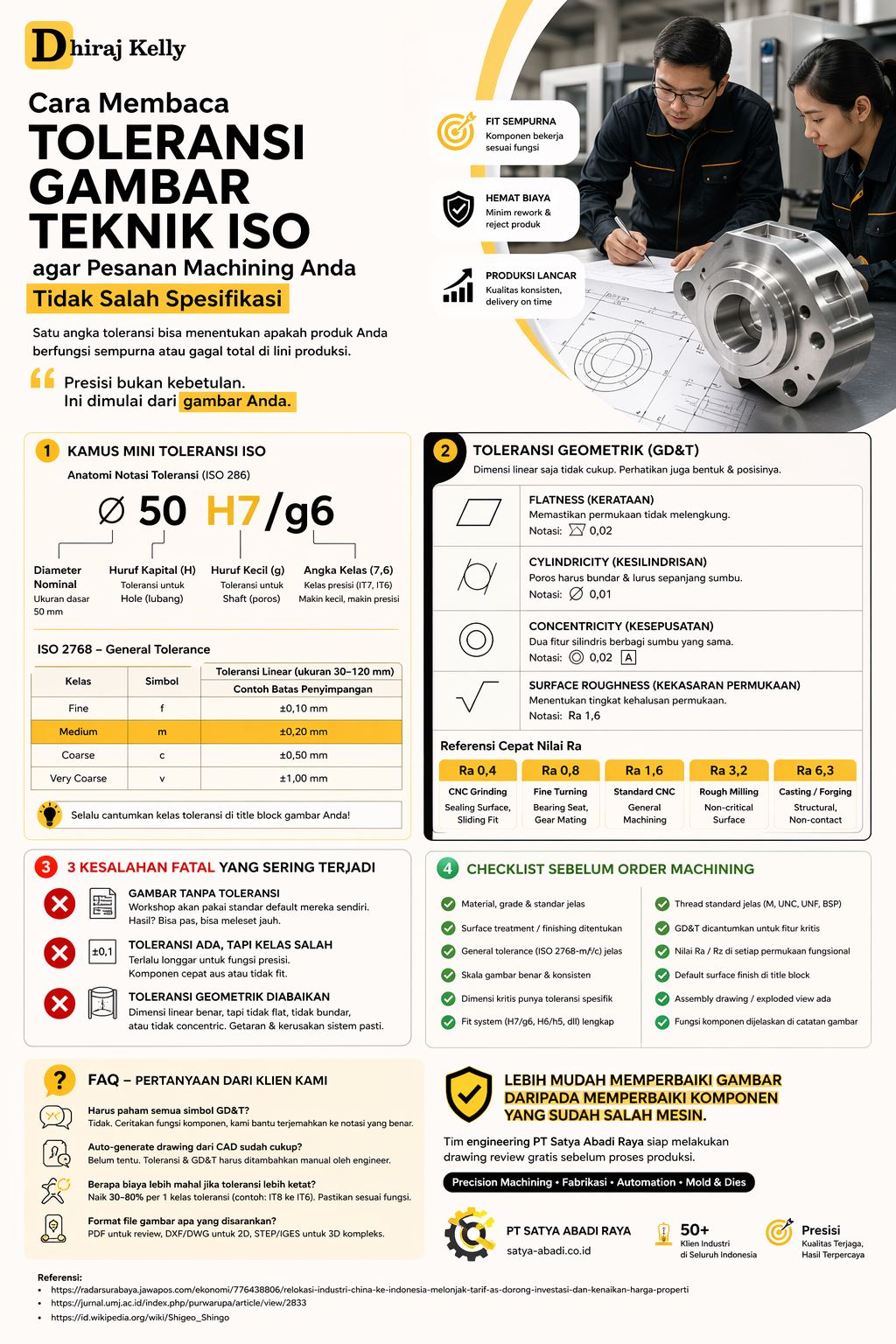
Di situlah saya sadar — toleransi gambar teknik ISO bukan sekadar soal angka di kotak kecil pojok gambar. Ini soal apakah produk Anda akan berfungsi atau tidak di lini produksi nyata.
Fenomena ini makin relevan hari ini. Gelombang relokasi industri China ke Indonesia yang melonjak akibat tekanan tarif AS membawa serta ratusan pabrik baru dengan standar gambar teknik internasional yang ketat. Mereka datang dengan drawing package berbasis ISO, DIN, atau ASME — dan mereka butuh mitra machining lokal yang bisa membacanya dengan benar, bukan menebak-nebak.
Saya tidak menulis ini dari bangku kuliah. Saya menulis ini dari lantai produksi PT Satya Abadi Raya, tempat kami setiap hari berhadapan dengan gambar teknik dari klien lintas industri — otomotif, oil & gas, FMCG, hingga manufaktur baterai EV. Dan sebuah penelitian arsitektur industri dari Universitas Muhammadiyah Jakarta menegaskan apa yang sudah lama saya yakini: ketidaksesuaian spesifikasi teknis sejak awal adalah akar dari mayoritas kegagalan produksi yang mestinya bisa dicegah.
Itulah kenapa artikel ini perlu ada. Bukan untuk akademisi. Bukan untuk drafter profesional. Tapi untuk Anda — pemilik usaha, manajer produksi, atau procurement officer — yang sedang bersiap memesan jasa machining dan tidak mau menerima produk yang salah ukuran untuk kedua kalinya.
1. Kenapa Satu Angka Toleransi Bisa Menghancurkan Seluruh Batch Produksi
Saya mulai dari pertanyaan yang paling mendasar dulu.
Apa bedanya dimensi 47,00 mm dan 47,00 ±0,02 mm?
Dua angka. Satu tanda. Tapi jaraknya bisa sepanjang perjalanan dari accepted ke rejected di meja QC klien.
Toleransi adalah batas penerimaan — seberapa jauh ukuran aktual boleh menyimpang dari ukuran nominal tanpa mengorbankan fungsi. Tanpa toleransi yang jelas, setiap operator mesin CNC akan menginterpretasi gambar dengan caranya sendiri. Dan tidak ada dua operator yang punya intuisi yang persis sama.
Tiga Jenis Kesalahan yang Paling Sering Terjadi
Kesalahan Pertama — Gambar tanpa tolerance notation sama sekali Ini yang paling berbahaya. Workshop machining akan menggunakan general tolerance default mereka sendiri — bisa ISO 2768-m, bisa f, bisa standar internal yang Anda tidak tahu. Hasil akhirnya? Mungkin pas. Mungkin tidak. Anda tidak akan tahu sampai produk tiba.
Kesalahan Kedua — Toleransi ada, tapi kelas salah Ada klien yang menulis ±0,1 mm untuk lubang H7 pada sistem bearing fit. Itu kontradiksi. Toleransi ±0,1 untuk diameter 50 mm setara dengan kelas IT12 — jauh terlalu longgar untuk precision fit. Bearing-nya akan oblak dalam hitungan jam operasi.
Kesalahan Ketiga — Toleransi geometrik tidak dicantumkan Dimensi linear sudah benar. Tapi tidak ada notasi flatness, roundness, atau cylindricity. Hasilnya: poros yang ukurannya pas tapi tidak bundar sempurna. Di RPM tinggi, vibrasi itu bisa merusak seluruh sistem.
2. Kamus Mini Toleransi Gambar Teknik ISO yang Wajib Anda Kuasai
Bab ini mungkin terasa teknis. Tapi percayalah — 15 menit membaca bagian ini akan menghemat jutaan rupiah di kemudian hari.
Sistem toleransi ISO untuk ukuran linier diatur dalam standar ISO 286 (untuk fits dan tolerances) dan ISO 2768 (untuk general tolerances). Dua standar ini adalah yang paling sering muncul di gambar teknik industri modern.
Anatomi Notasi Toleransi di Gambar Teknik
Ketika Anda melihat notasi seperti ⌀50 H7/g6 di gambar, ini yang perlu Anda baca:
| Elemen | Contoh | Artinya |
|---|---|---|
| Diameter nominal | ⌀50 | Ukuran dasar: 50 mm |
| Huruf kapital (H) | H7 | Toleransi untuk hole (lubang) |
| Huruf kecil (g) | g6 | Toleransi untuk shaft (poros) |
| Angka kelas (7, 6) | IT7, IT6 | Kelas presisi — makin kecil makin presisi |
Huruf kapital = lubang. Huruf kecil = poros.
Ini aturan yang tidak boleh tertukar. Pernah ada klien yang menulis ⌀30 h7/G6 — terbalik. Kami langsung mengkonfirmasi sebelum proses. Bayangkan kalau kami langsung eksekusi tanpa tanya.
ISO 2768: Standar untuk yang Tidak Sempat Nulis Toleransi Satu per Satu
ISO 2768 adalah general tolerance standard — berlaku untuk semua dimensi yang tidak dicantumkan toleransi spesifiknya.
Ada empat kelas di ISO 2768 untuk toleransi linier:
| Kelas | Simbol | Aplikasi Tipikal |
|---|---|---|
| Fine | f | Instrumen presisi, komponen metrologi |
| Medium | m | Mesin umum, komponen otomotif standar |
| Coarse | c | Rangka struktural, casting kasar |
| Very Coarse | v | Produk tempa, konstruksi baja berat |
Untuk ukuran 30–120 mm, perbedaan antara kelas f dan v bisa mencapai 4,0 mm — hampir tidak ada kesamaan fungsi antara keduanya.
Jadi kalau Anda hanya menulis “ISO 2768” di title block tanpa menyebut kelas, itu sama dengan tidak menulis apa-apa.
3. Toleransi Geometrik: Dimensi yang Sering Dilupakan, Paling Sering Bikin Masalah
Ukuran linear sudah oke.
Tapi apakah permukaannya flat? Apakah lubangnya benar-benar concentric terhadap poros? Apakah profil ulirnya sesuai?
Inilah ranah Geometric Dimensioning and Tolerancing (GD&T) — standar ISO 1101 untuk toleransi geometrik.
Di PT Satya Abadi Raya, kami menangani banyak komponen mold & dies dan precision machining yang toleransi geometriknya sama pentingnya dengan toleransi dimensinya. Bahkan untuk beberapa komponen injection mold, toleransi flatness permukaan parting line harus di bawah 0,005 mm — lebih tipis dari selembar rambut manusia.
Empat Simbol GD&T yang Paling Kritis untuk Anda Pahami
① ⏥ Flatness (Kerataan) Memastikan permukaan tidak melengkung. Penting untuk: mating surface, sealing face, dudukan bearing.
Notasi: ⏥ 0,02 artinya seluruh permukaan harus berada dalam zona dua bidang sejajar berjarak 0,02 mm.
② ⌀ Cylindricity (Kesilindrisan) Bukan sekadar “bundar di satu penampang” — tapi bundar dan lurus sepanjang sumbu. Kritis untuk: poros, spindle, pin presisi.
③ ◎ Concentricity / Coaxiality (Kesepusatan) Memastikan dua fitur silindris berbagi sumbu yang sama. Sering tertukar dengan runout — tapi keduanya berbeda dan tidak bisa saling menggantikan.
④ ⌇ Surface Roughness (Kekasaran Permukaan) Ditulis dengan simbol Ra (rata-rata aritmetik) atau Rz (rata-rata sepuluh titik). Ini bukan toleransi geometrik secara teknis, tapi hampir selalu tampil bersamaan.
Tabel referensi cepat Ra untuk berbagai proses:
| Nilai Ra | Proses Tipikal | Aplikasi |
|---|---|---|
| Ra 0,4 | CNC grinding | Sealing surface, sliding fit |
| Ra 0,8 | Fine turning/milling | Bearing seat, gear mating |
| Ra 1,6 | Standard CNC turning | General machining |
| Ra 3,2 | Rough milling | Non-critical surface |
| Ra 6,3 | Casting/forging surface | Structural, non-contact |
4. Cara Praktis Menyiapkan Gambar Teknik Sebelum Menghubungi Workshop
Ini bagian yang paling saya ingin Anda simpan.
Bukan teori. Ini checklist kerja nyata yang kami gunakan sendiri di PT Satya Abadi Raya saat menerima gambar dari klien baru.
✅ Checklist Gambar Teknik Sebelum Order Machining
Blok Informasi (Title Block)
- [ ] Material sudah tercantum lengkap (grade + standar, misal: S45C JIS G4051)
- [ ] Surface treatment / finishing sudah ditentukan (chrome plating, nitriding, anodizing, dsb.)
- [ ] General tolerance standard jelas: ISO 2768-m, ISO 2768-f, atau ASME Y14.5
- [ ] Skala gambar benar dan konsisten
Dimensi & Toleransi
- [ ] Semua dimensi kritis punya toleransi spesifik, bukan hanya mengandalkan general tolerance
- [ ] Notasi fit system (H7/g6, H6/h5, dsb.) digunakan untuk semua mating parts
- [ ] Thread standard jelas: M, UNC, UNF, atau BSP — jangan hanya tulis “ulir 1/4 inch”
- [ ] Toleransi geometrik (GD&T) dicantumkan untuk fitur fungsional kritis
Kekasaran Permukaan
- [ ] Simbol Ra atau Rz ada di setiap permukaan fungsional
- [ ] Default surface finish dicantumkan di title block untuk permukaan non-spesifik
Konteks Assembly
- [ ] Ada assembly drawing atau exploded view untuk komponen yang punya mating parts
- [ ] Fungsi komponen dijelaskan singkat di catatan gambar (drawing notes)
Kalau semua kotak itu tercentang, gambar Anda sudah siap masuk ke lantai produksi.
Kalau masih ada yang kosong — bicarakan dulu dengan engineer atau tim technical support kami sebelum proses dimulai. Itu jauh lebih murah dari rework atau rejection.
FAQ: Pertanyaan Nyata dari Klien Kami
“Apakah kami harus paham semua simbol GD&T untuk bisa pesan machining?” Tidak harus menguasai semua. Tapi Anda perlu tahu mana yang fungsional di komponen Anda. Kalau tidak yakin, ceritakan fungsi komponen dan biarkan tim engineering kami yang menerjemahkannya ke dalam notasi yang benar. Itu bagian dari layanan kami di PT Satya Abadi Raya.
“Software CAD saya sudah otomatis generate gambar — apakah itu sudah cukup?” Belum tentu. Software CAD bisa menghasilkan drawing yang geometrinya benar, tapi toleransi dan GD&T harus ditambahkan secara manual oleh engineer yang memahami fungsi produk. Auto-generated drawing tanpa anotasi toleransi bukan drawing yang siap produksi.
“Apa bedanya memesan dari workshop biasa vs dari workshop yang mengerti ISO?” Workshop biasa akan mengerjakan apa yang terlihat di gambar. Workshop yang mengerti ISO akan mengkonfirmasi apa yang tidak jelas, menanyakan fungsi komponen, dan memastikan produk yang keluar dari mesin bisa langsung fit di aplikasi Anda. Perbedaan itu terasa di first article inspection — bukan setelah seluruh batch selesai.
“Berapa ongkos proses lebih mahal kalau toleransi semakin ketat?” Sebagai patokan kasar: melompat satu kelas toleransi (misal dari IT8 ke IT6) bisa menaikkan biaya machining 30–80% karena membutuhkan proses tambahan (grinding, honing) dan waktu setup yang lebih lama. Pastikan toleransi yang Anda minta memang fungsional — bukan sekadar “amannya ketat saja.”
“Format file gambar apa yang paling disarankan?” PDF untuk review, DXF/DWG untuk 2D machining reference, STEP/IGES untuk komponen 3D kompleks. Hindari mengirim foto gambar tangan — sekali pun sketsa Anda sangat rapi, dimensi yang tidak terskala tetap berisiko.
Presisi Bukan Kebetulan — Ini Dimulai dari Gambar Anda
Pada akhirnya, setelah bertahun-tahun berdiri di antara dunia engineering dan dunia bisnis, saya selalu kembali ke satu kesimpulan yang sama.
Komponen terbaik yang pernah keluar dari mesin CNC kami bukan lahir dari operator terbaik.
Lahir dari gambar terbaik.
Operator bisa memaksimalkan segalanya — kecepatan potong, coolant, tool path, fixture setup — tapi kalau gambar yang masuk ambigu, yang keluar dari mesin juga akan ambigu. Garbage in, garbage out. Berlaku di dunia data, berlaku juga di lantai produksi.
Shigeo Shingo, insinyur Jepang yang merevolusi sistem produksi Toyota dengan konsep poka-yoke dan SMED, pernah berkata:
“Jangan berharap pada kewaspadaan manusia. Bangun sistem yang membuat kesalahan menjadi mustahil.”
Toleransi gambar teknik ISO yang benar adalah sistem itu.
Bukan formalitas birokrasi teknik. Bukan pelengkap dokumen. Tapi instruksi produksi yang tidak boleh ambigu — karena setiap ambiguitas akan diselesaikan oleh operator dengan caranya sendiri, dan Anda tidak akan suka hasilnya.
Menutup artikel ini dengan satu ajakan konkret: sebelum menghubungi vendor machining mana pun, luangkan 30 menit untuk memeriksa gambar teknik Anda dengan checklist di atas. Kalau Anda ragu dengan notasi toleransi gambar teknik ISO yang ada di drawing Anda — tim PT Satya Abadi Raya siap melakukan drawing review gratis sebelum proses produksi dimulai.
Karena lebih mudah memperbaiki gambar daripada memperbaiki komponen yang sudah salah mesin.
Ditulis oleh Dr. Dhiraj Kelly Sawlani — Managing Director PT Sarana Abadi Raya, komisaris di beberapa perusahaan industri dan properti di Jawa Barat. Untuk layanan precision machining, fabrikasi, automation, dan mold & dies, kunjungi satya-abadi.co.id.
Referensi:
- Radar Surabaya / Jawa Pos — Relokasi Industri China ke Indonesia Melonjak, Tarif AS Dorong Investasi
- Jurnal PURWARUPA UMJ — Penerapan Konsep Transit Oriented Development pada Penataan Kawasan
- Wikipedia — Shigeo Shingo